Knife Metallurgy & Maintenance Series:
Foreword
- The author of the original version:
Joe Talmadge - Original version last updated: October 2005
In 2026, I have decided to update and publish this as my own reminder, and for anyone else who finds it helpful. Tried hard to keep the original very well-written text true to its form, just updated (and polished, with a practical clickable table of contents and term definitions).
Main changes:
- Fixed typos, grammar and other minor stuff (using British English standard).
- Minor terminology corrections (“alloying element” instead of “alloy” when particular elements are discussed), with added translation to my native {Serbocroatian} for some terms that are often confused locally.
- Some additional explanations, classifications and a few modern steel alloys added.
- Formatted some words as bold for easier navigation.
I did my best to clearly mark all the major changes I made (contributions if you like). This took many hours of work. Copy-paste leaves errors and no updates. Relying on “AI” is misleading, and would also beat the point of learning (this started as my Deathnote notes – made using Obsidian software). Finally, unlike newsgroups and books, Internet websites give us the power of hyperlinks that can show additional information via one click of a button – that’s awesome. This hard work is my contribution to the community – to help preserve and share knowledge. It is fair to disclose that I mainly did this for myself, and it cost me next-to-nothing extra to share it for others, but sharing felt like the right thing to do.
Update: I have added an interactive knife steel database for a quick and easy overview of different properties (you can and probaly should still read this article to understand the basic concepts).
I – What Makes A Steel Perform?
A > Introduction
Steel is the heart of the blade. The search for higher-performance steels has lead to a number of wonderful materials in recent years. Steel by itself isn’t the sole determiner of knife performance, of course. Heat treatment, blade geometry, handle geometry and materials all affect how a knife performs for a particular job. However, those other qualities can be difficult to measure. You can’t tell by looking at it how well a blade has been heat-treated, and you can only make educated guesses on how well the blade and handle geometry will work. With steel, however, you can get a full listing of its alloying elements, something measurable and somehow satisfying.
As a result, it’s easy to fall into the trap of putting too much emphasis on the steel itself. A knife is more than steel, and it’s important not to forget that. In addition, many modern steels perform so well, that knife decisions can often be made based on other factors than marginal increases in steel performance.
The question of “what’s the best steel” or “rank the following steels in order from best to worst” often comes up. The resulting replies can never be totally accurate, because depending on the jobs the knife will be used for, the blade geometry, and the quality of the heat treat, what is “best” and what is “worst” can be very fluid. If you want to make an educated decision about steels, try to learn the basics of steel properties, and go from there.
B > Sharpening for performance
That doesn’t mean that significant performance advantages can’t be had by choosing the right steel for the job. In fact, choosing a steel can significantly impact the performance of a knife. But, to really bring out the performance of a particular steel, you need to take advantage of the better steel in your sharpening plan. If a weak, brittle steel can perform the job when sharpened at 25-degrees-per-side, a strong, tough steel might give you some marginal performance improvements if it, too, is sharpened at 25-degrees-per-side. However, to really bring out the performance of the better steel, trying bringing it down to 20-degrees per side, or less. The advantage of the better steel is that it is strong and tough enough to hold up with a small edge angle – and smaller edge angles radically out-perform bigger edge angles. It’s easy to get a 10-to-1 perform advantage for certain cutting jobs by cutting 5 degrees off your sharpening angle.
This leads to the general rule:
To really see the advantages of a better steel, exploit that steel in your sharpening program. If you’re going to sharpen all your knives at the same angle regardless of steel, you might de-emphasise steel choice somewhat.
On the internet, I’ll often see someone posting about wanting to upgrade from their ATS-34 folder to one that has S30V, and then in a different post, declare that they sharpen all their knives at 20° per-side. Why spend all that extra money for S30V, just to get some marginal wear resistance advantages but no other performance advantages? If that same user would take advantage of S30V’s superior toughness and drop the edge angle to 15° per-side, they would see a large leap in cutting performance, along with the extra wear resistance. Because of choosing the right sharpening angle, the more expensive S30V knife now gives an impressive return on investment. Now you can see what all the fuss is about!
Update (Relja): Knife sharpening 101
C > Design for performance
In the section above, we highlighted what the user can do to bring out the best performance in a high-performance steel. But the user is only half the equation; now we will look at what the knifemaker might do with a higher-performance steel. As the knifemaker moves from one steel to another, it is often possible to modify the design of a particular knife to take advantage of the newer steel, and raise performance.
For example, it is possible to make a hard-use “tactical/utility” knife from ATS-34. To make sure the ATS-34 will take the kind of stresses it might see in this environment, the edge might be left a bit thick (sacrificing cutting performance), or the hardness brought down a touch (sacrificing strength and wear resistance), or both. If the same maker moves to much-tougher S30V, he might be able to thin out the edge, thin out the entire knife, and raise the hardness, bringing up performance as a whole. Moving to differentially-tempered 5160 might allow the maker to re-profile even more for performance. If we’re talking about a fighter, moving from 1095 to 3V might allow the maker to make the knife much thinner, lighter, and faster, while significantly increasing cutting performance and maintaining edge integrity.
So to really take advantage of the higher-performance steel, we want the knifemaker to adjust the knife design to the steel, wherever he thinks it’s appropriate. If a knifemaker offers the same knife in multiple steels, ask about what the characteristics are in each steel, and the how’s and why’s of where the design has changed to accommodate each steel offered.
Note that there can be good reasons that a knifemaker might not change the blade profile even though the steel has changed. Maybe he’s particularly good at heat-treating one steel or another, so that the differences between disparate steels are minimised. Maybe the higher-performance steel is not available in the next stock thickness down. Maybe instead of higher cutting performance, the maker would rather offer the same cutting performance but in a knife that can take more abuse. Maybe his customers tend to only buy thicker knives regardless of performance.
So work with the maker to understand the choices being made with the different steels being offered. If you understand the kind of performance you need, you’ll be able to make a wise choice.
Update (Relja) Blade geometry 101
D > Properties of performance steels
What is it we’re looking for in a steel, anyway? Well, what we are looking for is strength, toughness, wear resistance, and edge holding. Sometimes, we’re also looking for stain resistance.
Wear resistance
{Serbian: Otpornost na trošenje}
Just like it sounds, wear resistance is the ability to withstand abrasion. Generally speaking, the amount, type, and distribution of carbides within the steel is what determines wear resistance.
Strength
Relja’s addition: Tensile strength explained {ser. Zatezna (vlačna) čvrstoća (“snaga”)}
The ability to take a load without permanently deforming. For many types of jobs, strength is extremely important. Any time something hard is being cut, or there’s lateral stress put on the edge, strength becomes a critical factor. In steels, strength is directly correlated with hardness – the harder the steel, the stronger it is. Note that with the Rockwell test used to measure hardness in a steel, it is the hardness of the steel matrix being measured, not the carbides. Thus, it’s possible for a softer, weaker steel (measuring low on the Rockwell scale) to have more wear resistance than a harder steel. S60V, even at 56 HRC, still has more and harder carbides than ATS-34 at 60 HRC, and thus the S60V is more wear resistant, while the ATS-34 would be stronger.
Toughness
Relja’s addition: Toughness explained {ser. Žilavost}
The ability to take an impact without damage, by which we mean, chipping, cracking, etc. Toughness is obviously important in jobs such as chopping, but it’s also important any time the blade hits harder impurities in a material being cut (e.g. cardboard, which often has embedded impurities).
The knifemaker will be making a trade-off of strength versus toughness. Generally speaking, within the hardness range that the steel performs well at, as hardness increases, strength also increases, but toughness decreases. This is not always strictly true, but as a rule of thumb is generally accurate. In addition, it is possible for different heat treat formulas to leave the steel at the same hardness, but with properties such as toughness, wear resistance, and stain resistance significantly differing.
Stain resistance (rust resistance)
Relja’s addition: {ser. Otpornost na koroziju}
The ability to withstand rust (oxidation). Obviously, this property can be helpful in corrosive environments, such as salt water. In addition, some types of materials are acidic (e.g. some types of foods), and micro-oxidation can lead to edge loss at the very tip of the edge, over a small amount of time. In “stainless” cutlery steels, stain resistance is most affected by free chromium – that is, chromium that is not tied up in carbides. So, the more chromium tied up in carbides, the less free chromium there is, which means more wear resistance but less stain resistance.
Edge holding
Relja’s addition: {ser. Držanje oštrine}
The ability of a blade to hold an edge. Many people make the mistake of thinking wear resistance and edge holding are the same thing. Most assuredly, it is not; or rather, it usually is not. Edge holding is job-specific. That is, edge holding is a function of wear resistance, strength, and toughness. But different jobs require different properties for edge holding. For example, cutting through cardboard (which often has hard embedded impurities), toughness becomes extremely important, because micro-chipping is often the reason for edge degradation. Whittling very hard wood, strength becomes very important for edge-holding, because the primary reason for edge degradation is edge rolling and impaction. Wear resistance becomes more important for edge holding when very abrasive materials, such as carpet, are being cut. And for many jobs, where corrosion-inducing materials are contacted (such as food prep), corrosion can affect the edge quickly, so corrosion resistance has a role to play as well.
To learn how the physical shape of the blade reinforces these steel properties, see the Blade Geometry 101.
There are other properties that significantly affect how a steel performs:
Ability to take an edge
Relja’s addition: {ser. Oštrivost}
Some steels just seem to take a much sharper edge than other steels, even if sharpened the exact same way. Finer-grained steels just seem to get scary sharp much more easily than coarse-grained steels, and this can definitely affect performance. Adding a bit of vanadium is an easy way to get a fine-grained steels. In addition, an objective of the forging process is to end up with a finer-grained steel. So both steel choice,and the way that steel is handled, can affect cutting performance.
Manufacturing process
Cleaner, purer steels perform better than dirtier, impure steels. The cleaner steel will often be stronger and tougher, having less inclusions. High quality processes used to manufacture performance steel include the Argon/Oxygen/Decarburisation (AOD) process, and for even purer steel, the Vacuum Induction Melting/Vacuum Arc Remelting (VIM/VAR) process, often referred to as double vacuum melting or vacuum re-melting.
Edge toothiness
Some steels seem to cut aggressively even when razor polished. For these steels, even when they’re polished for push-cutting, their carbides form a kind of “micro serrations” and slice aggressively.
Update (Relja): Explained in more detail.
E > What’s the “best steel”
Understanding these properties will get you started to fundamentally understanding steels and how choice of steel can affect performance. I often see people asking, what’s the best steel? Well, the answer depends so much on what the steel is being used for, and how it’s heat-treated, that the questioner can never possibly get an accurate answer. For a knife lover, it’s worth spending a little time understanding steel properties – only by doing so will he really understand what the “best steel” might be for his application.
Putting it all together, you can see how these properties might determine your steel choice. To pick on S60V and ATS-34 again, there seems to be a feeling that S60V is “better” in some absolute sense than ATS-34. But S60V is often left very soft, around 55-56 HRC, to make up for a lack of toughness. Even left that soft, an abundance of well-distributed vanadium carbides gives S60V superior wear resistance to ATS-34, at acceptable toughness levels. However, does that mean S60V is “better” than ATS-34? Well, many users will find edge rolling and impaction the primary causes of edge degradation for everyday use. For those users, even though S60V is more wear-resistant, S60V is also so soft and weak that they will actually see better edge retention* with ATS-34! The S60V user can leave the edge more obtuse (raise the sharpening angle) to put more metal behind the edge to make it more robust, but now the S60V will suffer serious cutting performance disadvantages versus the thinner ATS-34 edge.
So, the next general rule:
Knowing the uses you’ll put your knife to, and exactly how those uses cause edge degradation, will allow you to make a much better choice of steel, if you generally understand steel properties.
The properties of different steels will be laid out below. But in your search for the knife with the “best steel” for your uses, I always suggest you ask the makers of the knives you’re considering which steels they would use. The knifemaker will usually know which steels he can make perform the best. And as pointed out above, heat treatment is absolutely critical to bringing out the best in a steel. A maker who has really mastered one particular steel (e.g. Dozier and D2) might be able to make that steel work well for many different uses. So never go just by charts and properties; make sure you also consider what the knifemaker can do with the steel.
II – ELEMENTS OF STEEL
At its most simple, steel is iron with carbon in it. Other alloying materials are added to make the steel perform differently. Here are the important elements in alphabetical order, and some sample steels that contain those them:
Carbon
Present in all steels, it is the most important hardening element. Also increases the strength of the steel but, added in isolation, decreases toughness. We usually want knife-grade steel to have >0.5% carbon, which makes it “high-carbon” steel.
Chromium
Added for wear resistance, hardenability, and (most importantly) for corrosion resistance. A steel with at least 13% chromium is typically deemed “stainless” steel, though another definition says the steel must have at least 11.5% free chromium (as opposed to being tied up in carbides) to be considered “stainless”. Despite the name, all steel can rust if not maintained properly. Adding chromium in high amounts decreases toughness. Chromium is a carbide-former, which is why it increases wear resistance.
Manganese
An important element, manganese aids the grain structure, and contributes to hardenability. Also strength & wear resistance. Improves the steel (e.g. deoxidises) during the steel’s manufacturing (hot working and rolling). Present in most cutlery steel except for A2, L-6, and CPM 420V.
Molybdenum
A carbide former, prevents brittleness & maintains the steel’s strength at high temperatures. Present in many steels, and air-hardening steels (e.g. A2, ATS-34) always have 1% or more molybdenum – molybdenum is what gives those steels the ability to harden in air.
Nickel
Adds toughness. Present in L-6 and AUS-6 and AUS-8. Nickel is widely believed to play a role in corrosion resistance as well, but this is probably incorrect.
Phosphorus
Present in small amounts in most steels, phosphorus is a essentially a contaminant which reduces toughness.
Silicon
Relja’s addition: {ser. Silicijum}
Contributes to strength. Like manganese, it makes the steel more sound while it’s being manufactured.
Sulphur
Typically not desirable in cutlery steel, sulphur increases machinability but decreases toughness.
Tungsten
Relja’s addition: {ser. Volfram}
A carbide former, it increases wear resistance. When combined properly with chromium or molybdenum, tungsten will make the steel to be a high-speed steel. The high-speed steel M2 has a high amount of tungsten. The strongest carbide former behind vanadium.
Vanadium
Contributes to wear resistance and hardenability, and as a carbide former (in fact, vanadium carbides are the hardest carbides) it contributes to wear resistance. It also refines the grain of the steel, which contributes to toughness and allows the blade to take a very sharp edge. A number of steels have vanadium, but M2, Vascowear, and CPM T440V and 420V (in order of increasing amounts) have high amounts of vanadium. BG-42’s biggest difference with ATS-34 is the addition of vanadium.
III – STEELS
Update (Relja): see below the update on some modern steel alloys that did not exist at the time of writing the original article.
A > Non-stainless (carbon, alloy, and tool) steels
These steels are the steels most often forged. Stainless steels can be forged (guys like Sean McWilliams do forge stainless), but it is very difficult. In addition, carbon steels can be differentially tempered, to give a hard edge-holding edge and a tough springy back. Stainless steels are not differentially tempered. Of course, carbon steels will rust faster than stainless steels, to varying degrees. Carbon steels are also often a little bit less of a crap shoot than stainless steels – I believe all the steels named below are fine performers when heat treated properly.
In the AISI steel designation system, 10xx is carbon steel, any other steels are alloy steels. For example, the 50xx series are chromium steels.
In the SAE designation system, steels with letter designations (e.g. W-2, A2) are tool steels.
There is an ASM classification system as well, but it isn’t seen often in the discussion of cutlery steels, so I’ll ignore it for now. Often, the last numbers in the name of a steel are fairly close to the steel’s carbon content. So 1095 is ~0.95% carbon. 52100 is ~1.0% carbon. 5160 is ~0.60% carbon.
Classification (Relja’s edit – also added this class info for each steel listed in sections below):
- Carbon Steel: Contains primarily Iron and Carbon. It may have trace amounts of Manganese or Silicon but lacks significant alloying elements.
- Alloy Steel: Contains intentional additions of elements like Chromium, Vanadium, or Molybdenum to enhance specific properties like hardenability or toughness.
- Tool Steel: A specific subset of carbon and alloy steels designed for high hardness and wear resistance, typically categorised by how they are quenched (e.g. oil, water, air) or their application (e.g. high-speed).
D2 (tool steel)
D2 is sometimes called a “semi-stainless”. It has a fairly high chrome content (12%), but not high enough to classify it as stainless. It is more stain resistant than the carbon steels mentioned above, however. It has excellent wear resistance. D2 is much tougher than the premium stainless steels like ATS-34, but not as tough as many of the other non-stainless steels mentioned here. The combination of great wear resistance, almost-stainlessness, and good toughness make it a great choice for a number of knife styles. Bob Dozier is one maker who uses D2. Benchmade has begun using D2 in its Axis AFCK.
Ref – D2 Steel Composition.
M2 (tool steel)
A “high-speed steel”, it can hold its temper even at very high temperatures, and as such is used in industry for high-heat cutting jobs. It is slightly tougher, and is slightly more wear resistant, than D2. However, M2 rusts easily. Benchmade has started using M2 in one of their AFCK 710 variations.
Ref – M2 Steel Composition.
Update (Gator)
- M2 steel knives are discontinued by Benchmade.
A2 (tool steel)
An excellent air-hardening tool steel, it is tougher than D2 and M2, with less wear resistance . As an air-hardening steel, don’t expect it to be differentially tempered. Its good toughness makes it a frequent choice for combat knives. Chris Reeve and Phil Hartsfield both use A2.
Ref – A2 Steel Composition.
O1 (tool steel)
This is a steel very popular with forgers, as it has the reputation for being “forgiving”. It is an excellent steel, that takes and holds an edge superbly, and is tough (although not as tough as, say, 5160). It rusts easily, however. Randall Knives uses O1, so does Mad Dog Knives.
Ref – O1 Steel Composition.
W-2 (tool steel)
Reasonably tough and holds an edge well, due to its 0.2% vanadium content. Most files are made from W-1, which is the same as W-2 except for the vanadium content (W-1 has no vanadium).
Ref – W2 Steel Composition.
The 10-series (carbon steel)
1095 (and 1084, 1070, 1060, 1050, etc.) Many of the 10-series steels for cutlery, though 1095 is the most popular for knives. When you go in order from 1095-1050, you generally go from more carbon to less, from more wear resistance to less wear resistance, and tough to tougher to toughest. As such, you’ll see 1060 and 1050, used often for swords. For knives, 1095 is sort of the “standard” carbon steel, not too expensive and performs well. It is reasonably tough and holds an edge well, and is easy to sharpen. It rusts easily. This is a simple steel, which contains only two alloying elements: 0.95% carbon and 0.4% manganese. The various Kabars are usually 1095 with a black coating.
Ref – 1095 vs. 1084 vs. 1070 vs. 1060 vs. 1050 Steel Composition Comparison.
Carbon V (alloy steel)
Carbon V is a trademarked term by Cold Steel, and as such is not necessarily one particular kind of steel; rather, it describes whatever steel Cold Steel happens to be using, and there is an indication they do change steels from time to time. Carbon V performs roughly between 1095-ish and O1-ish, in my opinion, and rusts like O1 as well. I’ve heard rumours that Carbon V is O1 (which I think is unlikely) or 1095. Numerous industry insiders insist it is 0170-6. Some spark tests done by a rec.knives reader seem to point the finger at 50100-B. Since 50100-B and 0170-6 are the same steel (see below), this is likely the current Carbon V.
0170-6 – 50100-B (alloy steel)
These are different designations for the same steel: 0170-6 is the steel makers classification, 50100-B is the AISI designation. A good chrome-vanadium steel that is somewhat similar to O1, but much less expensive. The now-defunct Blackjack made several knives from O170-6, and Carbon V may be 0170-6. 50100 is basically 52100 with about 1/3 the chromium of 52100, and the B in 50100-B indicates that the steel has been modified with vanadium, making this a chrome-vanadium steel.
Ref – 0170-6 – 50100-B Steel Composition.
L-6 (tool steel)
A band saw steel that is very tough and holds an edge well, but rusts easily. It is, like O1, a forgiving steel for the forger. If you’re willing to put up with the maintenance, this may be one of the very best steels available for cutlery, especially where toughness is desired. In a poll on the knifemakers email list back in the 1990s, when asked what the makers would use for their personal knife, L-6 emerged as the top choice.
Ref – L6 Steel Composition.
5160 (alloy steel)
A steel popular with forgers, it is popular now for a variety of knife styles, but usually bigger blades that need more toughness. It is essentially a simple spring steel with chromium added for hardenability. It has good wear resistance, but is known especially for its outstanding toughness. This steel performs well over a wide range of hardnesses, showing great toughness when hardened in the low 50s HRC for swords, and hardened up near the 60s for knives needing more edge holding.
Ref – 5160 Steel Composition.
52100 (alloy steel)
Formerly a ball-bearing steel, and as such previously only used by forgers, it’s available in bar stock now. It is similar to 5160 (though it has around 1% carbon vs. 5160 ~.60%), but holds an edge better. It is less tough than 5160. It is used often for hunting knives and other knives where the user is willing to trade off a little of 5160’s toughness for better wear resistance. However, with the continued improvement of 52100 heat treat, this steel is starting to show up in larger knives and showing excellent toughness. A modified 52100 is being used by Jerry Busse in his lower-cost production line, and such high-performance knife luminaries as Ed Fowler strongly favor 52100.
Ref – 52100 Steel Composition.
CPM 10V (tool steel)
Crucible’s somewhat-stain-resistant 10V provides incredible wear resistance with D2-class toughness. It is an outstanding choice when maximum wear resistance is desired, but not super toughness.
Ref – CPM 10V Steel Composition.
CPM 3V (tool steel)
CPM’s incredibly tough 3V gives excellent wear resistance and good stain resistance as well, although when it does stain, it is said to pit rather than surface rust. When maximum toughness is desired, with very good wear resistance, 3V is a great choice.
Ref – CPM 3V Steel Composition.
INFI (alloy steel)
INFI is currently only used by Jerry Busse. In place of some of the carbon (INFI contains 0.5% carbon), INFI has nitrogen. The result is a non-stainless steel that is nevertheless extremely stain resistant (informally reported at close to D2, or even better), incredibly tough for a high-alloy ingot steel, and with extremely good wear resistance.
Ref – INFI Steel Composition.
Vascowear (tool steel)
A very hard-to-find steel, with a high vanadium content. It is extremely difficult to work and very wear-resistant. It is out of production.
Ref – Vascowear Steel Composition.
B > Stainless steels
Remember that all steels can rust. But the following steels, by virtue of their > 13% chromium, have much more rust resistance than the above-listed steels. I should point out that there doesn’t appear to be consensus on what percent of chromium is needed for a steel to be considered stainless. In the cutlery industry, the de-facto standard is 13%, but the ASM Metals Handbooks says “greater than 10%”, and other books cite other numbers. It probably makes more sense to measure stainlessness by the amount of free chromium (chromium not tied up in carbides), because free chromium is what forms the chromium oxide on the blade surface that offers stain resistance. The alloying elements have a strong influence on the amount of chromium needed; lower chromium with the right alloying elements can still have “stainless” performance.
Because any particular stainless steel is often heat treated to around the same hardness (i.e., 440C is usually around 57 HRC, ATS-34 is 59-61 HRC, S60V is getting consensus at around 56 HRC, etc.) even by different manufacturers, it’s a bit easier to give a general feeling of the performance you’ll get from different classes of stainless steels, without introducing too many inaccuracies. Please note, though, that the act of grouping differing steels in classes definitely does oversimplify, and some of these steels might more properly fit between the class it’s in, and the following (or previous) one. In addition, better heat treat can move a steel up in performance significantly. Last disclaimer: not everyone will agree with the groupings I have here. Whew, all that said, here is a general categorisation of stainless steels:
420 and 420J
Represent the low end of stainless steels. They are very stain resistant, and are tough due to being very soft. However, they are also very weak, and not very wear resistant. Generally speaking, expect these steels to lose their edge quickly through abrasion and impaction. They are used in less-expensive knives due to their ease of machining.
Ref – 420 vs. 420J2 Steel Composition Comparison.
440A and its relative peers 425M, 420HC, 12C27, and 6A
Are the next group. They can be hardened more than the previous group, for better strength, and they are more wear resistant, though wear resistance is just getting to the point of acceptability. 440A and 12C27 are the leaders of this group, with solid heat treat both perform okay. 12C27 is said to be particularly pure and can perform very well when heat treated properly. 6A trails those two steels, though with its vanadium content, can take a razor edge. 425M and 420HC trail the rest.
Ref – 440A vs. 425M vs. 420HC vs. 12C27 vs. AUS-6A Steel Composition Comparison.
Gin-1, ATS-55, 8A, and 440C
Comprise the next group. These steels will usually be stronger than the previous group, and more wear-resistant. Generally speaking, they retain excellent stain resistance properties, though ATS-55 sticks out here as not particularly stain resistant. 8A is also worth a mention, with some vanadium content, it can take an extremely sharp edge very easily, but is also the weakest and least wear-resistant of this group.
Ref – Gin-1 vs. ATS-55 vs. AUS-8 vs. 440C Steel Composition Comparison.
ATS-34/154CM, VG-10, and S60V
Are the next group up. It’s difficult to make generalisations about ATS-34 and 154-CM – they are in such widespread use that heat treat varies widely. These steels provide a high-end performance benchmark for stainless steels, and hold an edge well, and are tough enough for many uses (though not on par with good non-stainless). They aren’t very stain resistant, however. VG-10 can be thought of as being like ATS-34 and 154-CM, but doing just about everything a hair better. It’s a little more stain resistant, tougher, holds an edge a little better. And VG-10 has vanadium in it, it’s fine-grained and takes the best edge of this group. S60V has by far the best wear resistance of the group, though consensus is becoming that it should be left around the same hardness as 440C (56ish HRC), which means it will be relatively weak compared to ATS-34, 154-CM, and VG-10, and so it will indent and lose its edge quickly when strength is required. S60V is the winner here when pure abrasion resistance is much more important than edge strength.
Ref – ATS-34 vs. 154CM vs. VG-10 vs. CPM S60V Steel Composition Comparison.
BG-42, S90V, and S30V
Constitute the next group. BG-42 has better wear resistance than all the previous steels except for S60V. It is tougher than ATS-34, and more stain resistant. It is wear resistant to the point where it can be difficult to sharpen. S90V represents the ultimate in wear resistance in the steels discussed so far. Also tougher than ATS-34, and more stain resistant. It can be very difficult to put an edge on. It is difficult enough to machine than it is used almost exclusively in custom knives, not production knives. In your buying decisions, you might want to take into account the difficulty of sharpening these steels. S30V backs off on the wear resistance of S90V, but is significantly tougher and easier to sharpen. It is more wear resistant than BG-42. The jury is still out, but it may end up this week’s ultimate high-end all-around stainless steel, due to high performance coupled with easier machinability and sharpenability than the other steels in this class.
Ref – CPM S90V vs. BG-42 vs. CPM S30V Steel Composition Comparison.
Okay, on to the steels in more detail:
420
Lower carbon content (< 0.5%) than the 440 series makes this steel extremely soft, and it doesn’t hold an edge well. It is used often for diving knives, as it is extremely stain resistant. Also used often for very inexpensive knives. Outside salt water use, it is too soft to be a good choice for a utility knife.
Ref – 420 Steel Composition.
420HC
420 modified with more carbon, to be roughly comparable to 440A.
update Relja: with good heat treatment (and of course knife design and blade geometry), it can have decent cutting performance while remaining pretty tough and rust resistant – Buck company does that pretty famously, and Gerber Strongarm is another famous example.
Ref – 420HC Steel Composition.
440 A – 440 B – 440C
The carbon content (and hardenability) of this stainless steel goes up in order from A (0.75%) to B (0.9%) to C (1.2%). 440C is an excellent, high-end stainless steel, usually hardened to around 56-58 HRC, very tough and with good edge-holding at that hardness. 440C was the king of stainless cutlery steels in the 1980s, before ATS-34 took the title in the 1990s. All three resist rust well, with 440A being the most rust resistant, and 440C the least. The SOG Seal 2000 is 440A, and Randall uses 440B for their stainless knives. 440C is fairly ubiquitous, and is generally considered a very good general-use stainless, tougher and more stain resistant than ATS-34 but with less edge-holding and weaker. If your knife is marked with just “440”, it is probably the less expensive 440A; if a manufacturer had used the more expensive 440C, he’d want to advertise that. The general feeling is that 440A (and similar steels, see below) is just good enough for everyday use, especially with a good heat treat (we’ve heard good reports on the heat treat of SOG’s 440A blades, don’t know who does the work for them). 440-B is a very solid performer and 440-C is excellent.
Ref – 440A vs. 440B vs. 440C Steel Composition Comparison.
425M – 12C27 (Sandvik)
Both are very similar to 440A. 425M (0.5% carbon) is used by Buck knives. 12C27 (0.6% carbon) is a Scandinavian steel used often in Finish puukkos and Norwegian knives (update Relja: also known as “Swedish Stainless Steel” or “Sandvik“). 12C27 is said to perform very well when carefully heat treated, due to its high purity. When done right, it may be a slighter better choice than 440A and its ilk.
Ref – 425M vs. 12C27 Steel Composition Comparison.
AUS-6 – AUS-8 – AUS-10 (aka 6A 8A 10A)
Japanese stainless steels, roughly comparable in carbon content to 440A (AUS-6, 0.65% carbon) and 440B (AUS-8, 0.75% carbon) and 440C (AUS-10, 1.1% carbon). AUS-6 is used by Al Mar, and is a competitor to low-end steels like 420J2. Cold Steel’s use of AUS-8 has made it pretty popular, as heat treated by CS it won’t hold an edge like ATS-34, but is a bit softer (and therefore weaker) and tougher. 8A is a competitor of middle-tier steels like ATS-55 and Gin-1. AUS-10 has roughly the same carbon content as 440C but with slightly less chromium, so it should be a bit less rust resistant but perhaps a bit tougher than 440C. It competes with higher-end steels, like ATS-34 and above. All 3 steels have some vanadium added (which the 440 series lacks), which will improve wear resistance and refines the grain for both good toughness, and the ability to sharpen to a very keen edge. Many people have reported that they are able to get knives using steels that include vanadium, like 8A, sharper than they can get non-vanadium steels like ATS-34.
Ref – AUS-6A vs. AUS-8A vs. AUS-10 Steel Composition Comparison.
GIN-1 aka G-2
A steel with slightly less carbon, slightly more chromium, and much less molybdenum than ATS-34, it used to be used often by Spyderco in their less-expensive knives. Spyderco has since switched to ATS-55 and 8A, but Benchmade is now using Gin-1 in their less-expensive knives. A very good stainless steel, with a bit less wear resistance and strength than ATS-34.
Ref – Gin-1 Steel Composition.
ATS-34 – 154-CM
ATS-34 was the hottest high-end stainless in the 1990s. 154-CM is the original American version, but for a long time was not manufactured to the high quality standards knifemakers expect, so knifemakers switched over to ATS-34. CPM is again making high-quality 154-CM, and some companies seeking to stick with American-made products (like Microtech) are using it. ATS-34 is a Hitachi product that is very, very similar to 154-CM. Normally hardened to around 60 HRC, it holds an edge very well and is tough enough even at that high hardness. Not as rust resistant as the 400 series above. Many custom makers use ATS-34, and Spyderco (in their high-end knives) and Benchmade are among the production companies that use it. Contrary to popular belief, both steels are manufactured through the Argon/Oxygen/Decarburization process (AOD), not vacuum remelted.
Ref – ATS-34 vs. 154CM Steel Composition Comparison.
ATS-55
Similar to ATS-34, but with the molybdenum removed and some other elements added. This steel is a good cutlery steel but a tier behind ATS-34 and its closest competitors (other steels in ATS-55’s class might be Gin-1 and AUS-8). With the molybdenum removed, ATS-55 does not seem to hold an edge quite like ATS-34, and reports are that it’s less rust-resistant. My guess is that with the moly gone, more chromium is tied up in carbides – which means less free chromium for rust resistance, and softer chromium carbides replacing moly carbides for less wear resistance.
Ref – ATS-55 Steel Composition.
VG-10
Another vanadium-containing high-end stainless steel. Due to the vanadium content, VG-10 takes a killer edge, just like other vanadium steels like BG-42 and AUS-8. VG-10 is also tougher and more rust-resistant than ATS-34, and seems to hold an edge better.
Ref – VG-10 Steel Composition.
Update (Gator):
Vanadium in VG-10 is rather trace amounts, influencing grain refinement, not so much wear resistance. Still, Cobalt and Molybdenum are strong carbide formers, Chromium is also a carbide former. Overall, very good steel, but if you are looking specifically for high wear resistance look elsewhere, with alloys having few % V or Nb, etc.
BG-42
Bob Loveless announced a while back that he’s switching from ATS-34 to this steel. Keep an eye out for it, it’s bound to catch on, although the higher cost, limited stock-size availability, and added difficulty of manufacturing are holding BG-42’s popularity back. BG-42 is somewhat similar to ATS-34, with two major differences:
It has twice as much manganese as ATS-34, and has 1.2% vanadium (ATS-34 has no vanadium), so look for significantly better edge-holding than ATS-34. The addition of vanadium and the clean manufacturing process (VIM/VAR) also gives BG-42 better toughness than ATS-34. Chris Reeve has switched from ATS-34 to BG-42 in his Sebenzas.
Ref – BG-42 Steel Composition.
S60V (CPM T440V) – S90V (CPM T420V)
Two steels that hold an edge superbly, world class type edge holding, but it can be difficult to get the edge there in the first place. These steels are made with Crucible’s particle metallurgy process, and that process allows these steels to be packed with more alloying elements than traditional steel manufacturing methods would allow. Both steels are very high in vanadium, which accounts for their incredible wear resistance. Spyderco offers at least one model in CPM S60V. Spyderco, one major user of S60V, has cut back hardness down to 55-56Rc, in order to keep toughness acceptable, but that sacrifices strength so there is a trade-off. S90V is CPM’s follow-on to 440V, and with less chromium and almost double the vanadium, is more wear-resistant and tougher than S60V – and, in fact, is probably more wear-resistant than any other stainless steel used in the cutlery industry. As such, S90V is in the running with steels like BG-42 as among the best general-purpose stainless steels; however, S90V is even more expensive and difficult to work than BG-42, so it’s strictly in the realm of custom makers currently.
Ref – CPM S60V vs. CPM S90V Steel Composition Comparison.
CPM S30V
The newest stainless steel from Crucible, purpose-designed as a cutlery steel. This steel gives A2-class toughness and almost-S90V class wear resistance, at reasonable hardness (~59-60 HRC). This mix of attributes is making S30V one of the hottest stainless steels going, with makes such as Chris Reeve switching from BG-42 to S30V. Will this be the new king of general-purpose stainless cutlery steels? We’ll know over the next couple of years.
Update (Gator):
The section about S30V was written when it was just appearing on the market. By now it is not new, was well tested and is used in knives of all varieties. Toughness is nowhere near of A2 steel, and wear resistance, while being quite high, still not on S90V levels either. Very decent steel never the less, just didn’t live pup to all they hype surrounding its development.
Ref – CPM S30V Steel Composition:
https://zknives.com/knives/steels/cpm_s30v.shtml
400 Series Stainless
Before Cold Steel switched to AUS-8, many of their stainless products were marketed as being of “400 Series Stainless”. Other knife companies are beginning to use the same term. What exactly is 400 Series Stainless? I always imagined it was 440-A, but there’s nothing to keep a company from using any 4xx steel, like 420 or 425M, and calling it 400 Series Stainless.
C > Damascus steels
Damascus steels are made by forge-welding two or more different metals (usually steels). The billets are heated and welded; to get an idea of the process, see Don Fogg’s URL listed in the bibliography. The Damascus is then acid-etched. The different metals etch at different rates, and depth and colour contrast are revealed.
Damascus can be made with performance and/or aesthetic objectives in mind. Aesthetically, the choice of materials is important. One shiny steel and one darker steel etch out to show the most striking pattern. If the maker is going more for beauty than performance, he might even go with nickel, which is bright but does not perform as well as steel for cutlery applications. The other factor affecting beauty is of course the welding pattern. Many patterns of Damascus are available today, from random to star to ladder, and a whole lot more.
The following steels will provide bright lines:
- L-6 and 15N20 (the Swedish version of L-6) – nickel content
- O1 – chromium content
- ASTM 203 E – nickel content
- Nickel
The following steels will provide dark lines:
- 1095
- 1084
- 5160
- 52100
- W-2
D > Non-steels used for cutlery
Talonite – Stellite 6K – Boye Dendritic Cobalt (BDC)
These cobalt alloys have incredible wear resistance, and are practically corrosion resistant. Stellite 6K has been around for years, but was expensive and very difficult to work, and so is only rarely seen. Talonite is easier to work, and as a result has been gaining in popularity, especially among web-based knife buyers. David Boye uses his casting process to manufacture Boye Dendritic Cobalt. This material is tough and has great wear resistance, but is relatively weak.
Titanium
Newer titanium alloys can be hardened near 50 HRC, and at that hardness seem to take something approaching a useful edge. It is extremely rust-resistant, and is non-magnetic. Popular as expensive dive knives these days, because the SEALs use it as their knife when working around magnetic-detonated mines. Mission knives uses titanium. Tygrys makes a knife with a steel edge sandwiched by titanium.
Ceramics
Numerous knives have been offered with ceramic blades. Usually, those blades are very very brittle, and cannot be sharpened by the user; however, they hold an edge well. Boker and Kyocera make knives from this type of ceramic. Kevin McClungcame out with a ceramic composite knife blade that much tougher than the previous ceramics, tough enough to actually be useful as a knife blade for most jobs. It is also user-sharpenable, and holds an edge incredibly well.
IV – Selected URLs For Steel Information
In no particular order:
- An extensive list of steel links
www .metalwork .0catch .com /list.htm - Principal Metals vast database of steel properties & terms
www .principalmetals .com - Matweb’s steel database
https://www.matweb.com/ - Crucible’s Steel Pages, loaded with info on composition/selection/etc.
www .crucibleservice .com /cscd/crumain2.htm - Suppliers Online huge database of steel info
https://www.suppliersonline.com - A.G. Russell’s FAQ Pages
https://agrussell.com/encyclopedia
https://agrussell.com/about/faq - Spyderco’s Steel Page
www .spyderco .com/education/steelchart.asp - Knives.com entire site is interesting, but hit “Tech”, then “Steel”
Relja’s update – this site uses regional blocking apparently so I can’t confirm this info at the time of updating this
www .knives .com - Metal Mart’s dictionary of metallurgical terms
https://metalmart.com/tools/dictionary-of-metal-terminology/ - A list of metallurgical sites, schools, organizations, and journals
www .mlc .lib .mi .us /~stewarca/metallurgy.html - Titanium Info
www .halperntitanium .com - Don Fogg’s excellent info pages
https://web.archive.org/web/19980614005552/http://www.dfoggknives.com/craftof.htm - A good steel chart
https://pizzini.at/info_stahl.htm
V – BIBLIOGRAPHY
I got the information for this FAQ from my own experience as a collector and amateur knifemaker, and from conversations with custom makers. There are too many people on the internet who have taught me about steels for me to name them all, but I’ve particularly sought out the posts of people like Jerry Hossom and Cliff Stamp. I’ve also read plenty of articles on steels, but here are the ones that I actually had in front of me:
Bob Engnath’s Blades and Stuff Catalog. Bob’s catalog is a
must-see for everyone, even for just collectors, as it contains
a wealth of information on all kinds of great knife subjects.
There is a section on knife steels. Bob passed away in 1998,
but if you can find an old copy of his catalog, grab it.
“The Secrets of Steel,” by Butch Winter, Tactical
Knives, Spring 1995.
“What Alloys Do For Blade Steel,” by Wayne Goddard, Blade,
June 1994.
Email conversation with Wayne Goddard, February 1998.
Don Fogg’s article on Damascus steels from his website
www .dfoggknives .com (information used by permission)
“Inside Steel: What the Alloying Elements Do For Your
Blade”, by Ed Severson with Steve Shackleford, _Blade, August 1999.
Relja’s notes
Modern steel alloys
In 2005, the knife world was undergoing a massive shift from traditional ingot steels (like 154CM) to Crucible Particle Metallurgy (CPM) steels.
Non-stainless (carbon, alloy, and tool) steels first:
K110 – tool steel
K110 can be described as Böhler’s version of D2 steel.
In more detail, K110 is the brand name used by Böhler-Uddeholm for their version of AISI D2 cold-work tool steel. While they share the same chemical DNA, K110 is often considered a “refined” D2 due to Böhler’s manufacturing processes.
Stainless steels:
MagnaCut
Developed in 2021, MagnaCut is “the” famous CPM steel at the time of writing this in 2026 (categorized as stainless steel). If price and availability were better, MagnaCut would likely dominate the market. However, there are three primary logistical reasons why it isn’t the only steel used:
- Heat Treatment Infrastructure:
MagnaCut is technically “picky.” To reach its potential, it requires a precise vacuum heat treat followed by a cryogenic cycle (typically using liquid nitrogen) to convert retained austenite. Budget manufacturers often lack the equipment for this specific protocol, whereas 14C28N for example is far more “forgiving” to process at scale. - Production Bottlenecks:
As a CPM (Crucible Particle Metallurgy) steel, it is produced in batches that are slower to manufacture than standard ingot steels. Supply often struggles to meet global demand, making it difficult for high-volume brands to commit to it for every model in a catalogue. - Abrasive Wear on Tooling:
Even though it is easier to grind than older super-steels like S90V, it still wears down grinding belts and CNC bits significantly faster than budget-friendly steels. This increases the “hidden” cost of labour and consumables.
MagnaCut’s primary innovation is the total elimination of primary chromium carbides, which is why it achieves such high ‘stainless’ ratings without sacrificing the toughness usually associated with carbon steels.
(The Role of) 14C28N
14C28N remains a staple because it occupies a specific “value peak.” This too is categorized as a stainless steel. It offers high toughness and a very fine grain structure for a fraction of the cost. For users who prioritise ease of sharpening and high impact resistance over long-term abrasion resistance (often referred to as “edge retention*“), 14C28N is a logical, high-performance alternative that doesn’t require a “super-steel” budget.
AEB-L
AEB-L is a legendary Swedish razor blade steel (originally developed by Uddeholm) that has become a “holy grail” for many custom knifemakers and enthusiasts.
It is often described as the “Stainless 52100” because it behaves more like a high-performance carbon steel than a typical stainless one.
The “secret sauce” of AEB-L is the microstructure.
- Extremely fine grain: It was designed to be ground to a razor edge. Because it has very small, evenly distributed carbides, it can take a much finer edge than most other stainless steels.
- Toughness: Because the carbides are so small, the steel is incredibly tough. It resists chipping far better than “super-steels” like S90V or even D2.
- The “carbon steel” feel: It is widely considered one of the easiest stainless steels to sharpen. It doesn’t have that “gummy” feeling that some stainless steels (like 440C or cheap 420) have on the stones.
AEB-L is chemically very similar to Sandvik 13C27 – it’s essentially the same “family.”
- AEB-L/13C27: Pure performance. Best for high-hardness (60-62 HRC) kitchen knives or thin slicers.
- 14C28N: Added Nitrogen and slightly more Chromium. It is a bit “tougher” and more corrosion-resistant, making it slightly better for a “survival” or “hard-use” folder, whereas AEB-L is the king of the kitchen.
Nitro-V
Nitro-V is essentially an evolution of the AEB-L steel chemistry, enhanced with Nitrogen and Vanadium.
It is very similar to 14C28N. Both are extremely stainless, and both are very tough. Nitro-V can take an even finer edge and hold it slightly longer due to the added vanadium, but is a bit less rust resistant because it is leaner on Chromium. In other words: 14C28N is the “fuhgeddaboudit” reliable standard, Nitro-V is the slightly more modern, “fancier” version. For most daily tasks you might not notice a huge difference.
- Toughness: more-less the same.
- Corrosion resistance: 14C28N.
- Abrasion resistance and sharpness: Nitro-V.
Compared with two other pupular stainless steels:
| Attribute | AUS-8 | Nitro-V | CPM S35VN |
|---|---|---|---|
| Category | Budget workhorse | High-performance value | Premium benchmark |
| Abrasion resistance (“edge retention” *) | Low (3/10) | Low (3/10) | Good (5/10) |
| Toughness | Good (6/10) | Excellent (9/10) | Good (5/10) |
| Corrosion resistance | Moderate (7/10) | High (8/10) | High (7.5/10) |
| Sharpening ease | Easy (8/10) | Easy (8/10) | Moderate (6/10) |
CPM S35VN
CPM S35VN can be described as the “gold standard” for balanced premium steels. It was designed in 2009, specifically to address the shortcomings of its predecessor, S30V, and remains a top-tier choice for its versatility (at the time of writing in 2026).
Performance ratings
| Attribute | Rating | Description |
|---|---|---|
| Abrasion resistance (“edge retention” *) | 5/10 | Excellent for daily tasks; sits comfortably between D2 and M390 (just a little bit worse than S30V). |
| Toughness | 5/10 | Roughly 15-20% tougher than S30V, making it much more resistant to chipping. |
| Corrosion resistance | 7.5/10 | Very high; handles humid environments and food prep with minimal maintenance. |
| Ease of sharpening | 6/10 | Significantly easier to sharpen than S30V or S90V, though still requires quality stones. |
Main characteristics:
- The Niobium factor: The “N” in S35VN stands for Niobium. By adding 0.5% Niobium, Crucible Industries created a finer grain structure. This means a blade that is not only tougher but also easier to bring back to a razor edge compared to older powder steels.
- The “Goldilocks” steel: It is rarely the best at any single metric (MagnaCut is tougher, S90V holds an edge longer), but it is arguably the best at being “good at everything.” This makes it the safest recommendation for a high-end everyday carry (EDC) knife.
- Market maturity: In 2026, heat treatment protocols for S35VN are perfectly refined. Unlike newer “super steels” that can be finicky if the factory messes up the temper, S35VN is exceptionally consistent and reliable.
- Cost-to-performance: While once “ultra-premium,” it is now a “mainstream premium” steel. It offers better value than S45VN or MagnaCut for users who don’t need absolute bleeding-edge performance. Easier to machine than S30V.
- vs. S30V: S35VN is tougher and easier to sharpen.
- vs. S45VN: S45VN offers a slight bump in abrasion resistance (“edge retention” *) and corrosion resistance but can be slightly more brittle.
- vs. MagnaCut: MagnaCut is the modern rival that beats it in toughness and corrosion, but S35VN is often more affordable, easier to sharpen using ordinary wet stones, and keeps edge toothiness a bit better (despite slightly weaker abrasion resistance).
X50CrMoV15 and X55CrMoV14 – Victorinox stainless steel
Victorinox uses a proprietary blend of stainless steel, almost universally identified as X50CrMoV15 also known as DIN 1.4116 (or a very similar high-carbon stainless variant) for their kitchen knives – and X55CrMoV14 (also known as DIN 1.4110) for their folding pocket knives.
It is used on Victorinox’s kitchen knives (and on SWIBO knives which are also made by Victorinox and by far the best bang for the buck in Serbia 🙂 ).
Carbon (C) 0.50% provides hardness and abrasion resistance (“edge retention” *). Chromium (Cr) 15% gives a high corrosion resistance (stainless). Molybdenum (Mo) 0.5% – 0.8% increases strength and pitting resistance. Vanadium (V) 0.1% – 0.2% refines grain structure for a tougher edge.
Key Characteristics:
- Hardness: Typically hardened to 55-58 HRC (56.5 HRC on many Victorinox Swiss army knife blades). This is relatively “soft” compared to Japanese high-carbon steels (60+ HRC), which is why they are quite tough and easy to realign (they love honing rods so to speak).
- Corrosion Resistance: Excellent. They even handle dishwasher cycles better than most (though hand-washing is always preferred and recommended).
- Abrasion resistance: Moderate. They won’t hold an edge as long as a “super steel,” but they won’t chip during heavy-duty tasks and are easy to sharpen.
In short, for tasks where you need a reliable, “workhorse” tool that doesn’t require “babying,” these are arguably the best value on the market.
Terms
Alloy vs Alloying Element
- Alloy (Noun): The finished product (e.g. Steel, Brass, Bronze).
- Alloying Elements (Noun): The specific materials added (e.g. Chromium, Vanadium, Molybdenum).
Examples:
- “Adding an alloying element like Chromium…”
- “This steel contains five alloying elements.”
Alloys explained (my article about bike frame materials).
Decarburisation
In metallurgy and knifemaking, it refers to the loss of carbon from the surface of steel when it is heated to high temperatures (usually during forging or heat treatment) in an oxygen-rich environment.
The Impact on knifemaking:
When carbon is “sucked out” of the surface, that outer layer of steel can no longer harden properly.
- Soft Surface: Even if the core of the blade reaches 60 HRC, the surface might remain soft and “gummy.”
- Decarb “Bark”: This is the layer of low-carbon steel that must be ground away after heat treatment to reach the hard, high-carbon steel underneath.
- Prevention: knifemakers use anti-scale foil, high-temperature paint, or inert gas (like Argon) in a furnace to prevent oxygen from reaching the steel.
Industrial Context: AOD
You may also encounter this in the Argon Oxygen Decarburisation (AOD) process. This is a positive industrial refining method used to make high-quality stainless steels by removing carbon without losing precious alloying elements like chromium.
Deoxidation
In steelmaking, it refers to the process of removing oxygen from molten metal. This is a critical step because oxygen can react with carbon to form carbon monoxide gas bubbles as the steel cools, leading to a weak, porous structure.
How it Works:
A knifemaker or steel manufacturer adds deoxidisers (also called “scavengers”) to the molten bath. These elements have a higher affinity for oxygen than iron does. They “grab” the oxygen and form solid oxides that float to the top as slag, which can then be removed.
Common Deoxidising Elements:
- Silicon: The most common deoxidiser; it also increases strength.
- Aluminium: A very powerful deoxidiser often used to produce “fine-grained” steel.
- Manganese: Acts as both a deoxidiser and a desulphuriser (removing harmful sulphur).
Key technical term: “Killed Steel”:
If a steel has been fully deoxidised, it is called killed steel.
- Killed steel: It “lies quietly” in the mould because no gas bubbles are escaping. This results in a very uniform, high-quality steel required for tools and knives.
- Rimmed/Semi-killed steel: Not fully deoxidised; contains more impurities and porosity, making it unsuitable for high-performance blades.
Most premium tool steels are “fully killed” to ensure internal structural integrity.
Edge retention (abrasion resistance)
In this area of expertiese, the term “edge retention” is used to describe “abrasion resistance.” Because you can dull an edge through rolling (low toughness) or rusting (low rust resistance), not just through abrasion.
Why is this term used so wrongly so widely? This is my guess:
“Objective” steel testing is done using a CATRA (Cutlery and Allied Trades Research Association) machine. This machine repeatedly strokes a blade against cardstock infused with 5% silica (sand).
- Because the cardstock is soft, the edge doesn’t chip or roll.
- Because the test is fast, the edge doesn’t rust.
- Therefore, the only thing being tested is how the steel resists being sanded away – which is in fact abrasion resistance.
Since CATRA scores are the primary way “edge retention” is ranked on charts, the term has stuck – despite being misleading and confusing for anyone new to this topic.
Below is what I (Relja/BikeGremlin) consider to be a better description of steel attributes that affect edge retention (because rust can destroy the cutting edge just as easily as abrasion):
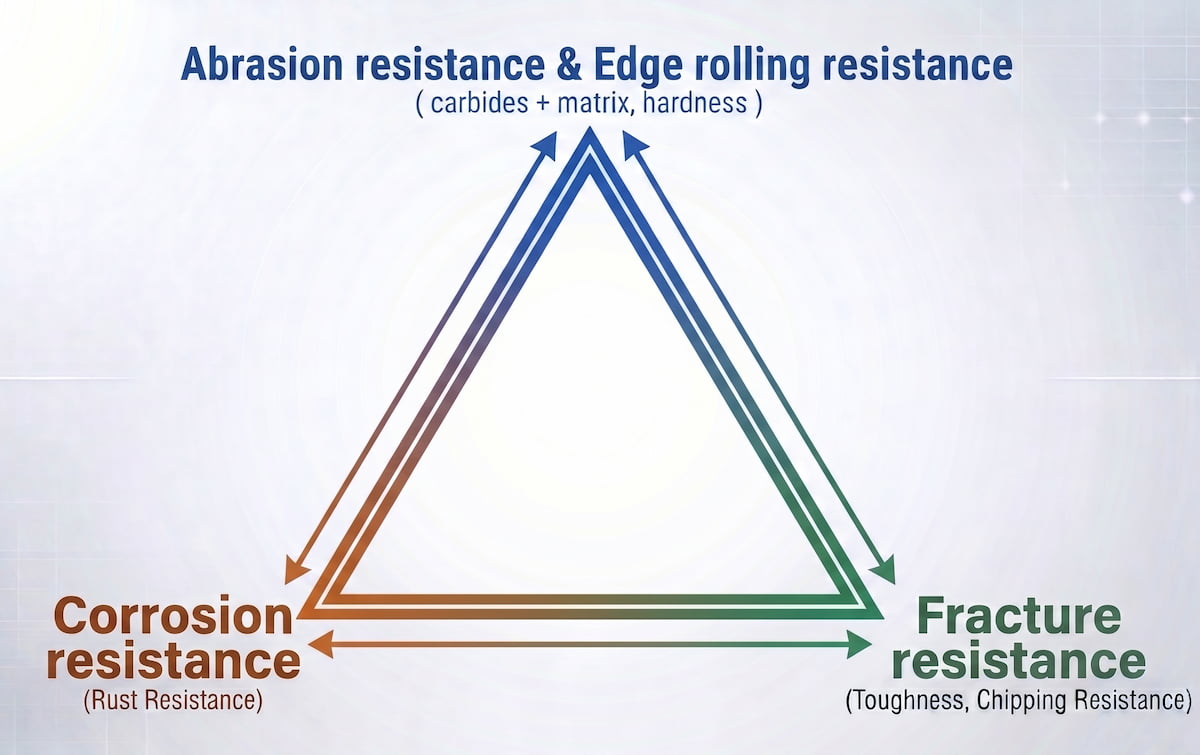
Picture 1
Edge toothiness
Edge toothiness refers to the microscopic serrations left on a blade’s apex by sharpening abrasives.
How it Works:
When you sharpen a knife, the grit of the stone creates scratches in the steel. On a “toothy” edge, these scratches are deep enough to create a jagged, saw-like profile at the very tip (the apex).
- Coarse Grits (approx. 300 – 1,000): Produce a toothy edge.
- Fine/Ultra-fine Grits (3,000+): Produce a polished or “mirror” edge by smoothing these teeth away.
Slicing vs. Push-cutting
The choice between a toothy and polished edge is a trade-off based on the intended use:
- Toothy Edge: Best for slicing (draw-cuts). The micro-teeth “bite” into fibrous or slick materials like rope, raw meat, or tomato skins.
- Polished Edge: Best for push-cutting. It is ideal for woodworking (whittling), shaving, or clean vertical cuts where the blade is pushed directly through the material.
Technical Note
While a toothy edge feels “sharper” because it grabs material easily, it is generally less durable. The individual “teeth” are thin and lack lateral support, making them more susceptible to edge rolling or impaction when cutting hard materials.
Hardenability vs. Hardness
- Hardness (HRC): How hard the steel actually is after quenching. This is primarily determined by carbon content.
- Hardenability: How deeply that hardness penetrates from the surface to the core, and how slowly you can quench it while still achieving full hardness. This is determined by alloying elements (like Manganese, Molybdenum, and Chromium).
Impaction
In the context of metallurgy and blade performance, impaction is a slightly less common term than “compression” or “deformation”.
In this context it refers to the micro-crushing or flattening of the apex of the edge.
How it differs from Rolling:
While both are forms of plastic deformation (where the steel moves rather than chips away), they happen differently:
- Edge Rolling: The very fine edge lacks the lateral strength to stay upright and “folds” or curls to one side.
- Impaction: The edge is pushed directly back into the body of the blade. Instead of bending, the steel is compressed and flattened, turning a sharp “V” shape into a blunt, flat surface.
Better Alternatives?
While “impaction” is understood, the most technically precise British English terms for a technical article may be:
- Compression: The standard engineering term for steel being crushed under load.
- Deformation: A broader term that covers both rolling and crushing.
- Blunting/Dulling: More “layman” terms, though less specific about the mechanical cause.
Revised Sentence Suggestion:
“When whittling very hard wood, yield strength is vital for abrasion resistance (“edge retention” *); the primary causes of degradation are edge rolling and compressive deformation (impaction).”
Machinability
Machinability is the ease with which a metal can be cut, shaped, or finished using machine tools (like drills, lathes, or mills).
In the context of steel and knifemaking, it determines how much effort (and how many drill bits or grinding belts) it takes to get the steel into its final shape before heat treatment.
Key factors affecting machinability:
- Hardness: Generally, the softer the steel is in its annealed state, the easier it is to machine. However, if it is too soft, it can become “gummy,” leading to poor surface finishes.
- Alloying Elements: Elements added for wear resistance, like Vanadium or Chromium, create hard carbides that “eat” cutting tools, significantly reducing machinability.
- Microstructure: A “spheroidised” annealed structure is usually sought after for the best balance of ease and finish.
The Machinability Trade-off:
There is almost always a conflict between machinability and performance:
- High-Performance Steels (e.g. S90V, 10V): These have terrible machinability. They are difficult to grind and drill, increasing production time and cost.
- Free-Machining Steels: Some steels have small amounts of sulphur or phosphorus added specifically to make them “brittle” during cutting. This causes the metal to break into small chips rather than long strings, which protects tools and speeds up the process.
Machinability is a primary factor in manufacturing cost. A steel might have incredible abrasion resistance (“edge retention” *), but if its machinability is too low, the cost of the tools and labour required to shape it might make the final knife too expensive.
Technical Term:
Machinability Rating is often expressed as a percentage. For example, AISI 1112 steel is the “gold standard” at 100%. If a tool steel has a rating of 40%, it is significantly harder to work with.
Editor’s note & disclaimer
About this revision
The core of this article was originally authored by Joe Talmadge (last official update: October 2005). Joe’s FAQs served as the definitive foundational guide for the knife community for decades.
In 2026, I have undertaken the task of modernising this text to ensure its continued utility for a new generation of enthusiasts. My updates include:
- Terminology Standardisation: Aligning metallurgical terms with modern British English and engineering standards.
- Technical Definitions: Adding a “clickable” glossary for complex concepts like decarburisation and impaction, and formatting some words as bold.
- Fixed broken links: Where possible, I have updated links – or set them as non-hyperlink when not.
- Modern Alloys: Incorporating context for “super-steels” (such as MagnaCut) that did not exist when the original FAQ was written, and that I am coming across at the time of writing.
- Translation to my native: I have translated some commonly-confused terms to my native Serbocroatian (for personal reference and to help my local community).
All substantial additions or updates provided by me are explicitly marked as “Relja’s notes” or “Update” to preserve the historical integrity of Joe Talmadge’s original voice.
Legal disclaimer & fair use
- Ownership: I do not claim copyright over the original 1994–2005 text authored by Joe Talmadge. This revised version is published under the principle of community stewardship and “Fair Use” for educational and research purposes.
- No commercialisation: This resource is provided for free to the community. No part of the original text is being “sold” or placed behind a paywall.
- Accuracy: While every effort has been made to ensure the technical accuracy of these updates, metallurgy is a complex field. Always consult the specific manufacturer’s data sheet (MDS) for precise heat treatment protocols or chemical compositions.
- Removal request: If you are a legal representative of the Joe Talmadge estate and wish for this specific modernisation to be removed or further modified, please contact me directly through the BikeGremlin forum contact page or via my email.
Editor’s sources (new and old)
- ČESTO POSTAVLJANA PITANJA – ČELICI ZA NOŽEVE
– Serbocroatian – Survival forum - Toplinska obrada-demistifikacija
– Serbocroatian – Survival forum - S30V vs. S35VN: Comparing Crucible’s Top Steel
– LeeKnives article - Best Pocket Knife Steel in the UK – A Buyer’s Guide
– A commercial, “SEO” article, but still got the facts straight and nicely layed out - Knife Steel Guide
– Blade HQ online shop page – well-written and clear. - Kitchen Knife Steel FAQ – Stainless Steels
– Zknives website - Ranking Toughness of Forging Knife Steels
– Knife Steel Nerds article - Nitro-V – Its Properties and How to Heat Treat It
– Knife Steel Nerds article - Testing the Edge Retention of 48 Knife Steels
– Knife Steel Nerds article
Last updated:
Originally published: